|
|
|
|
Fabrication Guidelines for RT/duroid 5870/5880 High-Frequency Laminate
|
|
|
|
|
|
|
|
|
(I) Single- and Double-Sided PCB Fabrication Guidelines |
|
|
|
|
|
Surface Preparation |
|
|
For panels covered with self-adhering polyethylene sheets, follow these steps to remove the sheets and any adhesive residue. This should be completed before drilling in the double-sided process or just prior to the final copper cleaning step that occurs right before applying photoresist in the single-sided process. Please?note gloves should be worn during this procedure. |
|
|
|
|
|
1. Place the panel on a clean, flat surface. |
|
|
2. Start peeling back the film at one corner, extending the initial peel across the short edge. |
|
|
3. With one end of the exposed panel held against the flat surface, gently peel the film away in a horizontal direction from the starting edge. |
|
|
4. Flip the panel over and remove the film from the other side in the same manner, ensuring the work surface remains clean. |
|
|
5. Eliminate any adhesive residue by wiping with a lint-free cloth dampened with an alcohol solvent. Isopropanol, in concentrations of 70% to 100%, is recommended due to its low toxicity and flammability. Avoid using ketones like acetone or MEK, or halogenated hydrocarbon degreasers, as they are not very effective for removing adhesive spots. |
|
|
6. Follow the solvent cleaning with a rinse using clean water. |
|
|
7. Use commercially available cleaners and microetchants to remove copper oxides. |
|
|
8. Abrasive cleaning methods (e.g., pumice powder or conveyorized brush scrubbing) are not recommended, as mechanical surface preparation can create microscopic scratches in the copper. These scratches act as stress risers that may lead to thermal stress cracks under certain environmental conditions. While we advise against abrasive cleaning, we recognize that it may be necessary in some cases. If abrasive cleaning is unavoidable, it should be done with minimal pressure and a clear understanding of the associated risks, as brush scrubbing can cause material distortion. |
|
|
|
|
|
Tooling Holes |
|
|
Pinning or tooling holes can be created by punching, drilling, or routing using standard procedures. |
|
|
|
|
|
Drilling |
|
|
Avoiding Smear |
|
|
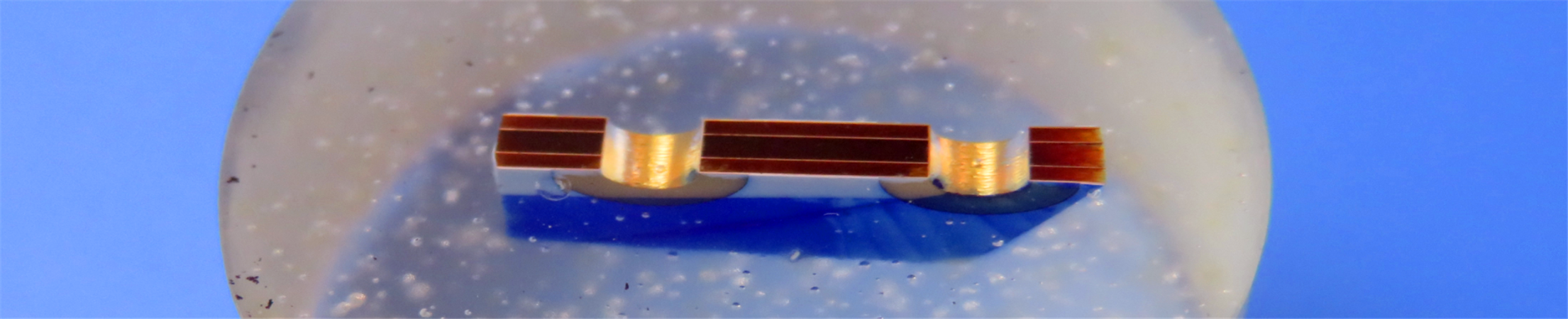
Smear on the walls of drilled vias is a common issue with epoxy-glass laminates. Overheated tools can cause thermal decomposition of the epoxy resin, leading to softening. This softened resin can stretch slightly during drilling, resulting in a connected "flap" of resin. Small debris may also get trapped between the hole wall and the tool, becoming shear-deformed and loosely re-deposited. Both resin flaps and re-deposited debris can be removed through plasma or permanganate desmear processes. |
|
|
|
|
|
Similar smear issues can arise when drilling PTFE composites. While re-deposited debris can be removed using vapor honing, there is currently no proven method for eliminating flap-style smear that adheres to the hole wall. Since smear cannot be easily removed, it is essential to avoid it by implementing tightly controlled drilling parameters and conservative expectations for tool life. |
|
|
|
|
|
Stack Construction |
|
|
RT/duroid 5870/5880 cores can be drilled individually or in stacks using pressed phenolic composite boards for both entry and exit. The combined thickness of the core material along with the entry material and penetration into the exit material should not exceed 75% of the drill*s flute length. For most applications, the maximum stack height should be under 0.240 inches (6.1 mm). |
|
|
|
|
|
Drill Type |
|
|
Carbide drills are recommended to minimize wear on the cutting edges. Standard drills with an included lip angle of 130° are preferred. Undercut style drills, which have a flute diameter reduced by 0.025 inches (0.65 mm) at the cutting end, may help reduce re-deposited smear. It is strongly advised to use new drills. If re-pointed drills are utilized, they must be precision ground and visually inspected before use. |
|
|
|
|
|
Drill Parameters |
|
|
The optimal tool surface speed and infeed rates are between 150 to 250 surface feet per minute (45 to 75 meters per minute) and 0.0015 inches (0.035 mm) to 0.0025 inches (0.065 mm) per revolution. The retract rate should be maintained at 400 to 500 inches per minute (IPM) (10 to 13 meters per minute). The drill bit should be replaced after it has drilled 12 inches (30 cm) of dielectric material. |
|
|
|
|
|
Deburring |
|
|
Using flat, rigid entry and exit materials, conservative drilling parameters, and limiting hit counts with new drills can help minimize the risk of copper burring. When drilled correctly, the cores should be ready for further processing. While chemical preparation is preferred, if mechanical or hand pumice scrubbing is employed to deburr the boards, the applied force must be kept to a minimum to avoid gouging and dimensional distortion. |
|
|
|
|
|
Hole Preparation |
|
|
Loosely re-deposited debris within the holes can be removed using vapor or hydro-honing processes. These methods involve directing abrasive particles suspended in water or air streams through the drilled holes. It is essential to adequately support the soft laminates during these processes. A glass etch with hydrofluoric acid may be necessary after drilling. |
|
|
|
|
|
Drilled holes in PTFE-based laminates must undergo treatment before the deposition of a conductive seed layer (such as electroless copper or direct metallization). Failing to perform a surface activation treatment can lead to poor metal adhesion or plating voids. Two common pre-treatments for PTFE materials are sodium treatment and plasma treatment. Sodium treatment is highly recommended for RT/duroid 5870/5880 materials, while plasma treatment should only be considered if a direct metallization process is used instead of electroless copper. |
|
|
|
|
|
Metallization |
|
|
Once the PTFE surface has been properly treated, low to regular deposition rate electroless copper processes or alternatives like Crimson, Shadow, and Black Hole can be used to apply a conductive seed layer. Since the PTFE resin system is soft and slightly compressible, a flash plate of copper with a thickness of 0.0001§每0.0003§ (0.0025每0.0076 mm) should be applied before preparing the metal surfaces for photoresist. |
|
|
|
|
|
External Circuitization |
|
|
The following guidelines are based on a conventional pattern plate process. |
|
|
|
|
|
Photoresist Application/Imaging/Developing |
|
|
Before applying photoresist, copper surfaces should be chemically prepared rather than mechanically scrubbed. A standard chemical preparation process typically includes cleaners to eliminate oily residues and fingerprints, followed by a microetch to remove copper passivation layers and oxides. Standard procedures for photoresist application, imaging, and developing can then be utilized. |
|
|
|
|
|
Electroplating Cu & Sn/Pb or Sn |
|
|
Conventional electroplating processes can be utilized. Care should be taken when handling the panels during racking and unracking to prevent damage or distortion. |
|
|
|
|
|
Resist Strip, Cu Etch, Sn or Sn/Pb Strip |
|
|
Standard etchants and strip solutions may be employed. It is essential to perform complete rinsing after the strip/etch/strip processes. Thin cores may need support from leader boards or frames during conveyorized processes. |
|
|
|
|
|
The post-etched surface of the cores will retain the imprint of the dendritic tooth profile from the copper cladding. If undisturbed, this surface offers sufficient area for mechanical bonding with most solder masks and adhesive systems used in multilayer bonding. Avoiding wiping or scrubbing the etched surfaces allows the cores to proceed directly to solder mask application or multilayer bonding without the need for special pre-treatments. However, if the etched surfaces are disturbed in any way, sodium treatment will be necessary. |
|
|
|
|
|
Soldermask Application |
|
|
Epoxy-based solder masks, such as Kuangshun*s ink, are preferred if the solder mask will be selectively silver screened. Most photoimageable solder masks have been shown to provide adequate adhesion. |
|
|
|
|
|
Final Metal Surface |
|
|
All final metal surface treatments (such as HASL, Sn, Sn/Pb, Ni/Au, Ag, OSP, etc.) can be applied using standard procedures. |
|
|
|
|
|
Final Circuitization |
|
|
For RT/duroid 5870/5880 materials, individual circuits can be routed, scored, or punched based on edge quality requirements. Below are general recommendations for routing: |
|
|
|
|
|
Tool Type: The preferred tools for routing soft PTFE materials are carbide double-fluted, spiral-up end mills. Tool styles that feature multiple cutting edges (such as diamond-cut and multi-fluted chip breakers) tend to become clogged with resin quickly. Router bit designs with a drill point are favored over fishtail end designs. |
|
|
|
|
|
Entry/Exit/Interleaving Materials |
|
|
Rigid pressed phenolic composite boards are necessary to offer sufficient support to the soft dielectric materials. When routing multi-panel stacks, three to four sheets of kraft paper should be interleaved between the cores. Additionally, kraft paper may be needed against circuit surfaces when routing through etched metal features. |
|
|
|
|
|
Rout Parameters and Tool Life |
|
|
Recommended surface speeds are 150 SFM (45 m/min), with lateral feed rates of 0.002 inches (0.05 mm) per revolution. The equations used to determine drill conditions based on tool diameters are also applicable for calculating routing speeds. Tool life expectancy ranges from 30 to 50 feet of linear travel. |
|
|
|
|
|
Special Considerations for Improved Edge Quality |
|
|
Pre-route vacuum channels in the backer boards to enhance debris removal efficiency. |
|
|
Make rough cuts by moving the router bit counterclockwise along outside edges and clockwise along internal edges. Follow up with a second fine cut in the same direction. |
|
|
Whenever possible, route through copper layers, as this helps minimize burr formation. |
|
|
|
|
|
(II) Multilayer Considerations |
|
|
|
|
|
Inner-Layer Preparation |
|
|
Standard photoresist and etching procedures should be followed. It*s important to preserve the as-etched dielectric surface; otherwise, a sodium treatment will be required. The choice of an appropriate copper surface treatment depends on the selected adhesive system. |
|
|
|
|
|
Adhesive Systems |
|
|
There are two categories of adhesive systems used for bonding RT/duroid 5870/5880 multilayers: thermoplastic and thermoset. Thermoplastics, such as DuPont*s FEP film or Rogers* 3001 film, are typically chosen when the electrical properties of the adhesive layers are critical. The dielectric constant and dissipation factor of FEP are 2.1 and 0.0003, respectively, while those for 3001 film are 2.28 and 0.003. Thermosets, like FR-4 prepreg, may be selected when electrical properties are less critical. |
|
|
|
|
|
Thermoplastics |
|
|
When selecting a thermoplastic adhesive, the melting point is a crucial factor. FEP melts at 500°F (260°C), making it stable during most PCB and assembly processes. In contrast, the 3001 film has a melting point of 390°F (200°C), which can lead to re-melting if subsequent PCB or assembly processes exceed this temperature for extended periods. Copper surfaces should be prepared using microetching, brown oxide, red oxide, or other subtractive process oxide alternatives. It*s important to avoid using 3001 film against a continuous metal plane. |
|
|
|
|
|
Thermoplastic adhesives should be bonded under applied pressure ranging from 50 to 250 PSI. The temperature ramp (525-550°F or 275-290°C for FEP, 425-450°F or 220-230°C for 3001) should be achieved at a rate of 6-8°F/min (3.5-4.5°C/min), with a dwell time of 20-30 minutes at temperature. Cooling to 250°F (120°C) should occur at a rate of 2-4°F/min (1.5-2.5°C/min) while still under pressure, as transfer cooling can lead to delamination. |
|
|
|
|
|
Thermosets |
|
|
For thermoset adhesive systems, refer to Shengyi, ITEQ, KB etc vendors?regarding suitable oxide types and bonding conditions. |
|
|
|
|
|
Post-Bond PCB Processing |
|
|
The guidelines for double-sided circuit processing are applicable to multilayer through-hole and outer-layer processing as well. |
|
|
|
|